


想要更直观地了解钢管折弯耐候钢板可零售可批发产品吗??产品视频,带你走进产品世界
以下是:钢管折弯耐候钢板可零售可批发的图文介绍

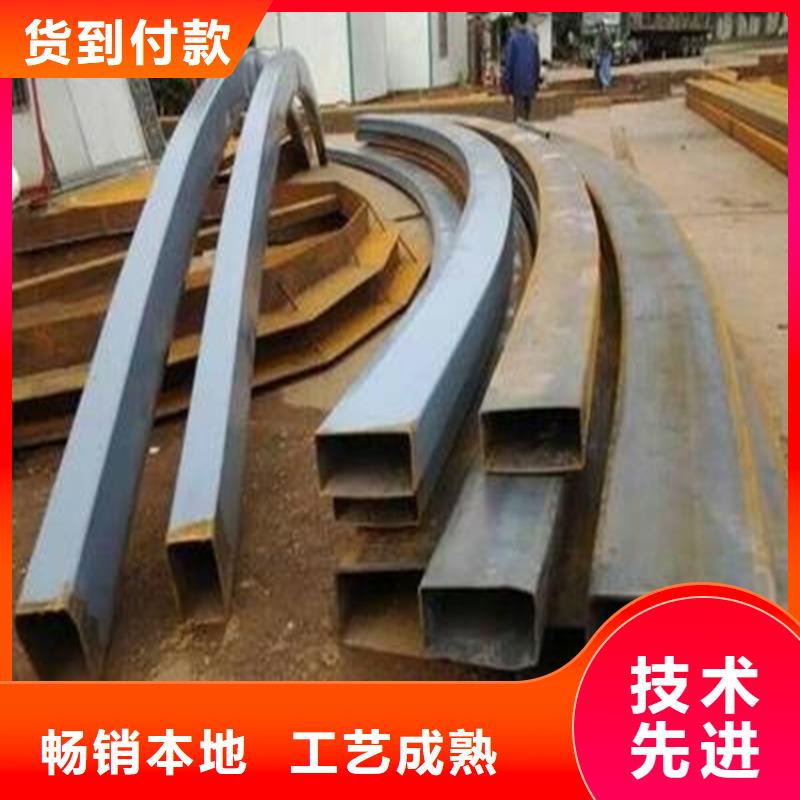
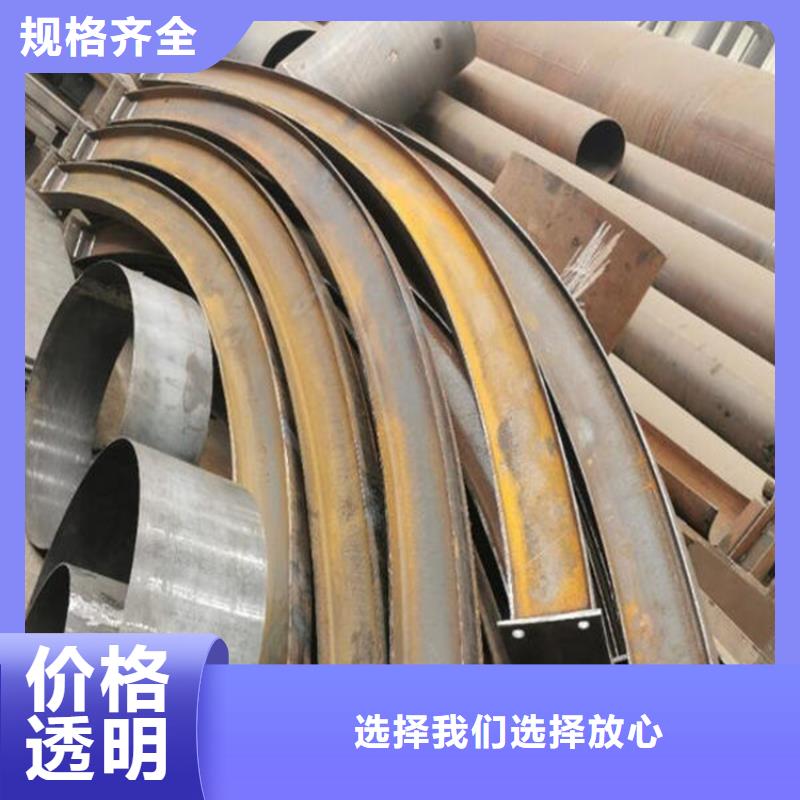
分析一下钢管折弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?钢管折弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素


钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



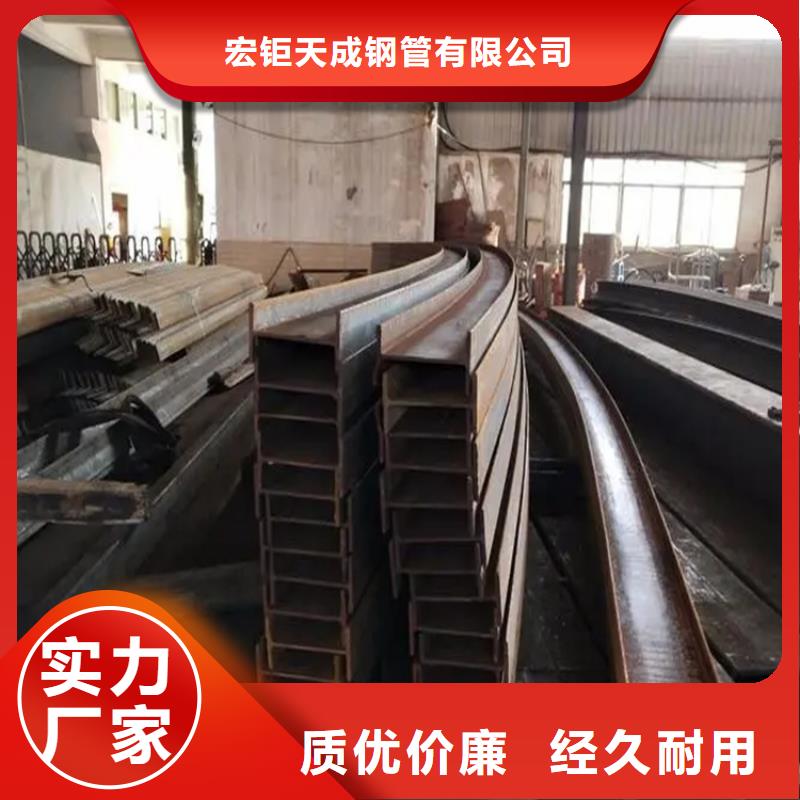
钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。拉弯的特点:1。一般的拉伸弯曲设备或工艺只能弯曲小于或等于180度的工件,不能像滚弯那样一次加工360度或更大的弯曲角度。2.弯曲时,工件的内表面是中性层,其余部分都是延伸的,即所有弯曲件在理论上都比原来长。3.拉弯不能形成半径小的工件,如果成形半径小,工件会经常出现断裂等不良现象。钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。



宏钜天成钢管有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“广东中山质量奖”、“广东中山产品”、广东中山“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 广东中山无缝钢管设计理念和制造技术的基础上,全力对 广东中山无缝钢管进行改型设计,与国际同类产品接轨,占领市场制高点。


聊聊钢管折弯的注意事项钢管折弯电力的措施绝缘体电路总存在接头衔接处,切勿碰触!如果一个外部的辅佐电源电线插座已经装配完,也是不允许碰触的,仅允许专业的人员去敞开电力的附件。在使用机器之前,所有变压器的电压改成合适机器运转当地所供应的电压。正告!在机器从制造商宣布之前,在电器箱内要与主要绝缘开关相连。机器的电源供电有必要是三相供电,并按照当地的电力法规进行接地。
在任何电器箱被翻开之前,机器有必要完整地与电源隔离。机器的三相电源总开关有必要封闭,且明晰的被标志在机器上,作业人员的操作区域内。总电源开关有必要以一个较稳的设备,将其锁定在封闭的位置。请注意!即使主要绝缘体封闭,所进入的总管线供应电力依然是存在的。
电源的标记应该展现在机器与控制箱上去正告在电力系统作业的作业人员。在主电源开关被翻开,回复机器的电源之前,机器的电力控制箱的门有必要要关紧。做电力修理及查看的作业人员有必要受过电力专业知识的训练,检修前请确认备线电路图。

