
产品详细介绍


q345b无缝方矩管焊接飞溅的影响表现在:降低焊接熔敷效率,降低焊接生产率;飞溅物易粘附在焊件和喷嘴上,影响焊接质量,使焊接劳动条件变差及清理工时增加;焊接熔池不稳定,导致焊缝外形较为粗糙等缺陷。要防止飞溅的发生,以下五个措施应该对您有所帮助:
(一)q345b无缝方管电弧焊中,对于每种直径焊丝的飞溅率和焊接电流之间都存在着一定的规律:在小电流区飞溅率较小,进入大电流区飞溅率也较小,而中间区飞溅率大。所以在选择焊接电流时,应尽可能避开飞溅率高的电流区域。
(二)焊丝伸出长度应尽可能缩短,可以更有效地减少方矩管焊接飞溅。
(三)气体保护焊机采用正极性时由于电弧受阳极斑点压力影响,飞溅剧增且颗粒大,因此一般采用直流反极性接法。
(四)在焊接回路中串联大的电感。采用中等电流规范气体保护焊时,因弧长较短,同时熔滴和熔池都在不停地运动,熔滴与熔池极易发生短路过程,所以气体保护焊除大滴状排斥过渡外,还有一部分熔滴是短路过渡,在焊接回路中串联大一些的电感,使短路电流上升速度慢一些,这样可以适当地减少方矩管焊接飞溅。
(五)焊枪垂直焊接方矩管时飞溅量少,倾斜角度越大,飞溅就越多。通过实践证明,焊枪前倾或后倾好不超过20°,大不能超过25°。



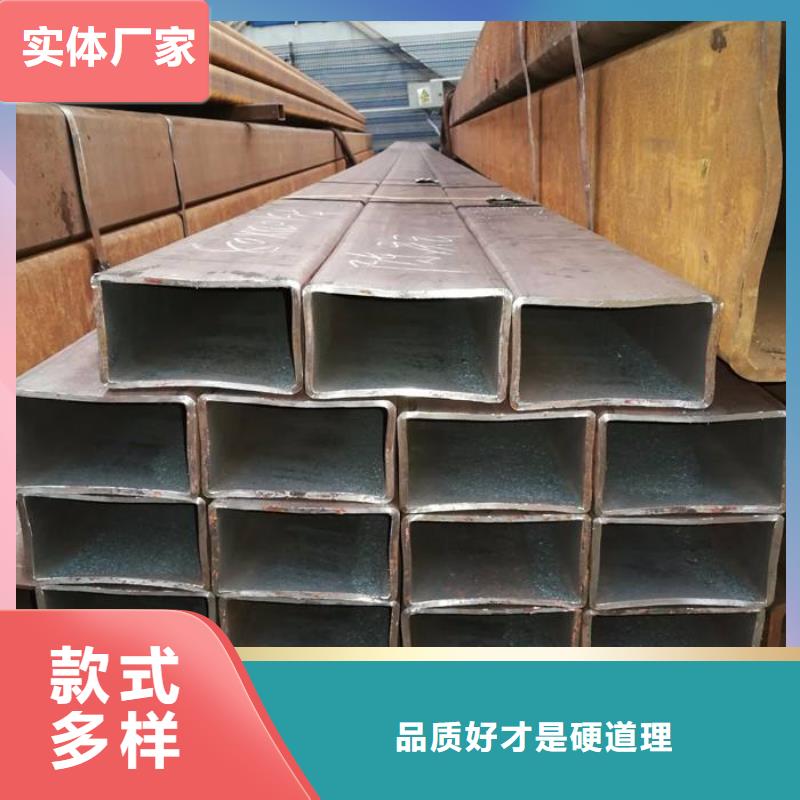
海南冷拔异型管,是金海金属材料有限公司主营产品,品质好价格优,货源库存充足,欢迎询价!


Q345B无缝方矩管在热处理解决时,应当留意下列好多个关键点:
(一)长细管件应尽可能在盐浴炉或井式炉中竖直吊式加温,以降低因为重量而造成的形变。
(二)横截面尺寸不一样的管材在同一炉中加温时,大件应放到炉内趾部,尺寸件各自记时大件先公布。
(三)每一次装炉量要与火炉的输出功率相一致,装炉量大的时候容易压温,加温時间需增加。
(四)Q345B无缝方矩管淬水或食盐水的产品工件,热处理溫度取低限,淬油或熔盐的产品工件,热处理溫度取限制。
(五)行双物质热处理时,在.种热处理物质中滞留的時间按上述情况三种方式操纵,从.种热处理物质移进第二种热处理物质的時间应尽可能短,以0.5-2s为宜。
(六)对表层不允许空气氧化、渗碳的管件,应在历经校准的盐浴炉或维护真空热处理炉中加温。如标准不具有时,能够 在气体电加热炉中加温,但需采用防护措施。
(七)Q345B无缝方矩管竖直渗入热处理物质后,未作晃动,只作左右挪动,并终止热处理物质的搅拌。
(八)当管材强度规定高的位置制冷能力不足时,可在总体渗入热处理物质的另外,对该位置再执行喷液制冷,以其制冷速率。
(九)务必放到合理加温区域内,装炉量、装炉方法及堆积方式均应保证加温溫度匀称一致,且不至于导致崎变和别的缺点。
(十)在盐炉中加温时,不必靠电级太近,防止部分超温,间距应在30mm之上。与炉壁的间距及其渗入液位下列的深层,都应在30mm之上。
(十一)分级淬火时,可适度热处理溫度,以Q345B无缝方矩管马氏体的可靠性,避免其溶解为铁素体。
(十二)合金结构钢及合金钢能够 立即装进热处理溫度或比热处理溫度高20-30℃的炉中加温。高碳钢铁素体不锈钢应在600℃上下加热后,再升到热处理溫度。
(十三)规定淬硬层较深的管件,热处理溫度可适度,规定淬硬层偏浅的可选择较低的热处理溫度。
(十四)Q345B无缝方矩管冷却循环水中不可有机油、肥皂水等脏污。一般状况下,温度不超过40℃,水温不超过80℃。


